
科技改變生活 · 科技引領未來
科技改變生活 · 科技引領未來



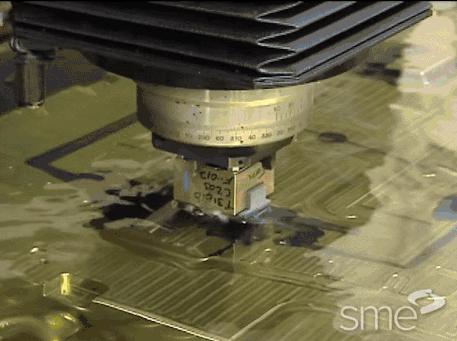
電火花加工又稱放電加工(Electrical Discharge Machining,簡稱EDM)或電蝕加工,是目前最流行的四大加工方法之一,和銑削、車削和磨削并駕齊驅。由于放電過程中可見到火花,故稱之為電火花加工。
01
簡介
電火花加工(EDM)是利用浸在工作液中的兩極間脈沖放電時產生的電蝕作用蝕除導電材料的特種加工方法,又稱放電加工或電蝕加工,英文簡稱EDM。工具電極常用導電性良好、熔點較高、易加工的耐電蝕材料,如銅、石墨、銅鎢合金和鉬等。在加工過程中,工具電極也有損耗,但小于工件金屬的蝕除量,甚至接近于無損耗。
02
工作原理
電火花加工的原理是基于工具和工件(正、負電極)之間脈沖性火花放電時的電腐蝕現象來蝕除多余的金屬,以達到對工件的尺寸、形狀及表面質量預定的加工要求。
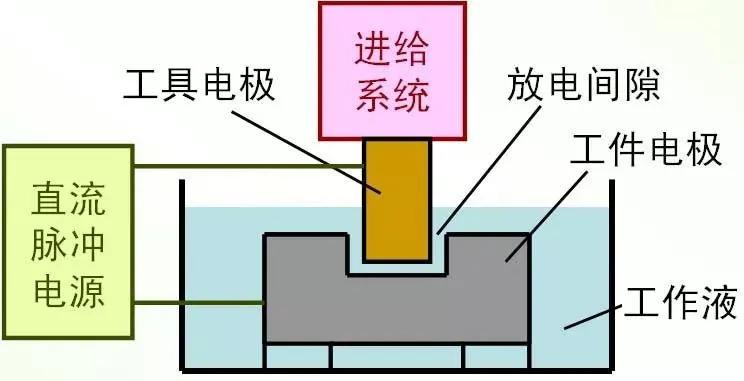
當兩電極間加上脈沖電壓后,當工件和電極間保持適當的間隙時,就會把工件與工具電極之間的工作液介質擊穿,形成放電通道。
放電通道中產生瞬時高溫,使工件表面材料熔化甚至氣化,同時也使工作液介質氣化,在放電間隙處迅速熱膨脹并產生爆炸,工件表面一小部分材料被蝕除拋出,形成微小的電蝕坑。
脈沖放電結束后,經過一段時間間隔,使工作液恢復絕緣。脈沖電壓反復作用在工件和工具電極上,上述過程不斷重復進行,工件材料就逐漸被蝕除掉。
伺服系統不斷地調整工具電極與工件的相對位置,自動進給,保證脈沖放電正常進行,直到加工出所需要的零件。

工件表面結構
電火花加工時改變的不僅是工件表面,還有它的次表面。加工后的工件表面結構分為三層。
1.電火花加工表面沖擊層是由被拋出的熔融金屬和少量電極微粒沖擊而成。這一層很容易去除。
2.下一層是硬質層(氧化層)。電火花加工實質上改變了硬質層的冶金結構和特性。在介質油的作用下,熔融金屬迅速冷卻,未被拋出去的熔融金屬就凝固在型腔中形成了硬質層。這層硬而脆的氧化層會出現顯微裂紋。如果這一層太厚,或者通過拋光無法變薄或去除,那么這塊工件可能在有些使用條件下過早損壞。
3.最后一層是受熱層/退火層。它只是受熱,沒有熔化。硬質層和受熱層的厚度由工件材料的散熱能力和加工能量決定。不管如何,改變的金屬層都會影響工件表面原來的屬性。

03
電火花加工的分類
按工具電極和工件相對運動的方式不同,大致可分為電火花成型加工、線切割加工、電火花磨削加工、電火花同步共軛回轉加工、電火花高速小孔加工、電火花表面強化與刻字加工等六大類。

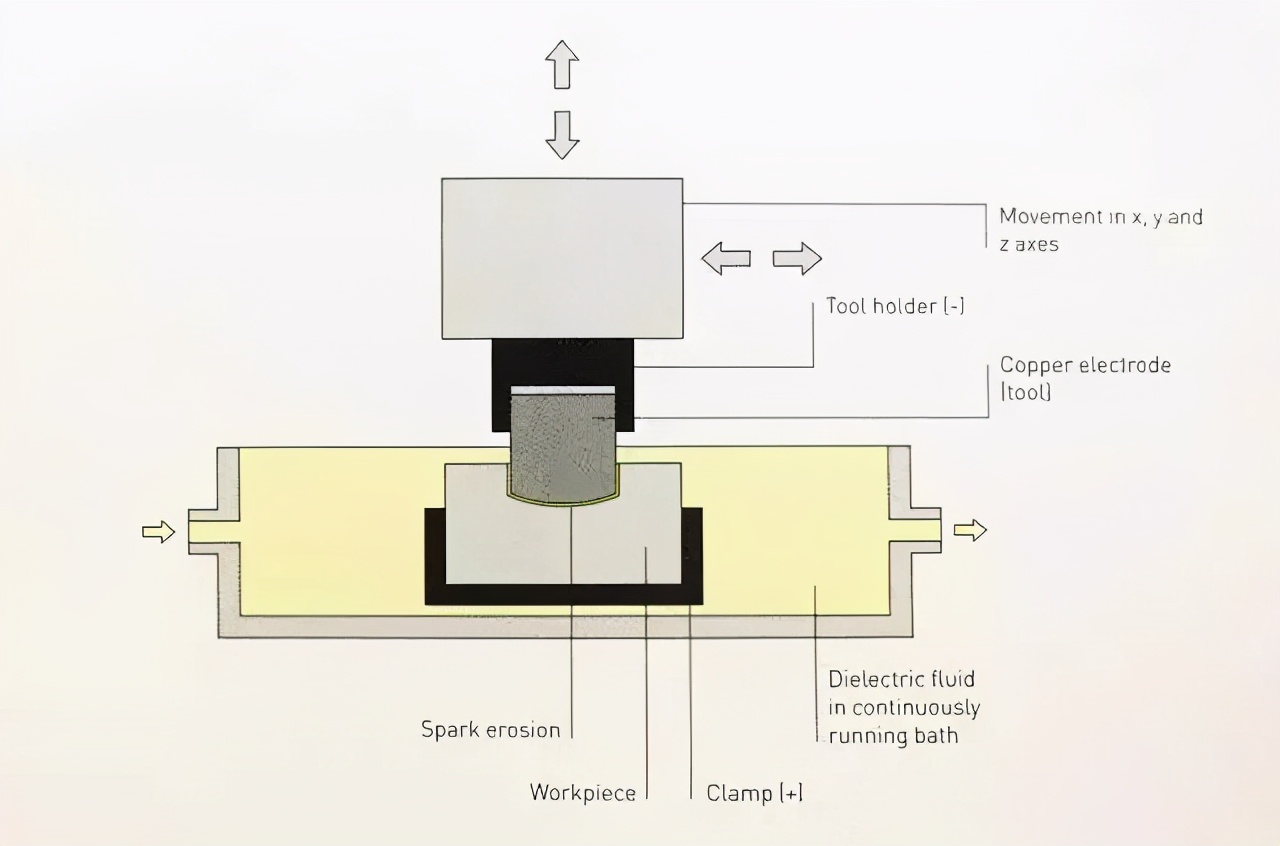
電火花成形加工
工具電極通常為一個紫銅或者石墨成型電極,其可以是能夠制作出來的任意形狀,加工出來的形狀為與之對應的型腔。

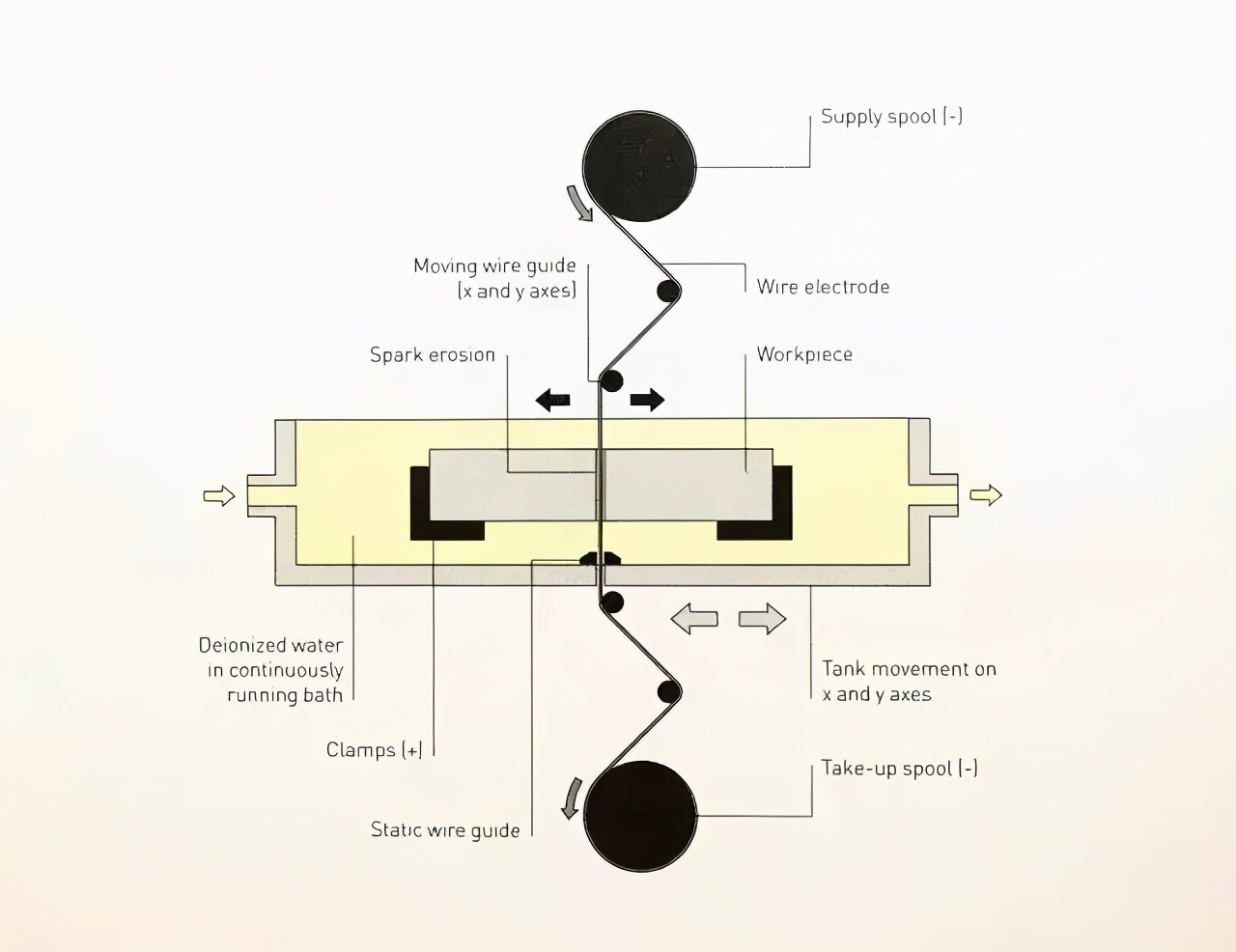
電火花線切割加工
電火花線切割加工分為慢走絲與快走絲,一般使用直徑0.1mm~0.3mm的電極絲來加工貫通的直紋面零件,可以是凸模零件或者凹模孔。
04
加工特點
(1)能加工任何導電材料。電火花加工中材料去除是靠放電時的電熱作用實現的,材料的可加工性主要取決于材料的導電性及熱學特性;
(2)適合加工低剛度工件及微細加工。由于可以將工具電極的形狀復制到工件上,因此特別適合復雜表面工件的加工;
(3)電火花加工的表面由無數小坑和硬凸邊組成,其硬度比機械加工表面硬度高,且有利于保護潤滑油,在相同表面粗糙度下其表面潤滑性和耐磨性也比機械加工表面好,特別適用于模具制造;
(4)一般電火花加工的速度較慢;
(5)有電極損耗,影響加工精度。
05
適用范圍
主要用于加工各種形狀復雜和精密細小的工件,例如沖裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、樣板、電火花成型加工用的金屬電極,各種微細孔槽、窄縫、任意曲線等,具有加工余量小、加工精度高、生產周期短、制造成本低等突出優點,已在生產中獲得廣泛的應用,國內外的電火花線切割機床已占電加工機床總數的60%以上。

本篇文章部分圖片素材來源自網絡
更多近期閱讀精選
CMF實驗室 | PCM與VCM的定義與區別
CMF實驗室 | 金屬注射成型MIM
CMF實驗室 | 智能手機TP原理與OCA原理
想要了解更多材料方面的知識嗎?
更多51design的信息請點擊“了解更多”
藝術留學 作品集培訓 留學教育 藝術留學作品集 設計留學 上海藝術留學作品集
了解更多
張悅